Types Of Flexible Manufacturing Systems.

Feb 16, 2019 • 14226 views
The Significance Of FMS In The 1990s :
The installed worldwide FMS base in 1989 was estimated to be around 500 to 1200 systems, the higher figure arising when a system is defined as having 2 or more CNC machine tools connected by a materials handling system, and controlled by a central computer. Ranta and Tchijov suggest that this number will rise to around 2500–3500 by the year 2000.
Thisled them to suggest that “thestrategic majority of production of the metal-working industries in the industrialized countries will be produced by FMS or similar systems [by the year 2000].”
Kelley’s empirical research in 1987 strongly contradicts this. Ina large (>1000 firms) survey of US metal working firms, she found that less than 5 per cent of those plantswith computerized automationhave an FMS and that FMS constituted only 1.5 per cent of the total number of installations of computerized automation.
There are significant practical reasons for the disparity between the promise of FMS in the1980s and its narrowness and scarcity of application in the early 1990s. These reasons are outlined below separately, though they are very much interdependent.
Types of FMS :
The different types of FMS are :
1. Sequential FMS
2. Random FMS
3. Dedicated FMS
4. Engineered FMS
5. Modular FMS
Sequential FMS : It manufactures one-piece part batch type and then planning and preparation is carried out for the next piece part batch type to be manufactured. It operates like a small batch flexible transfer line.
Random FMS : It manufactures any random mix of piece part types at any one time.
Dedicated FMS :It continually manufactures, for extended periods, the same but limited mix of piece part batch types.
Engineered FMS :It manufactures the same mix of part types throughout its lifetime.
Modular FMS :A modular FMS, with a sophisticated FMS host, enables and FMS user to expand their FMS capabilities in a stepwise fashion into any of the previous four types of FMS.
Types of FMS Layout :
The different types of FMS layouts are :
1. Progressive or Line Type
2. Loop Type
3. Ladder Type
4. Open field type
5. Robot centered type
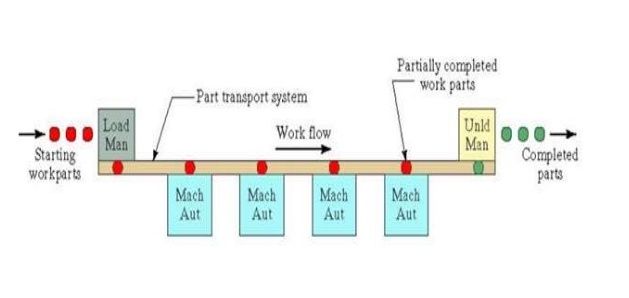
1.Progressive or Line type :The machines and handling system are arranged in a line in this type of system. It is most appropriate for a system in which the part progress from one workstation to the next in a well-defined sequence with no back flow. The operation of this type of system is very similar to transfer type. Work always flows in unidirectional path as shown in the figure below.
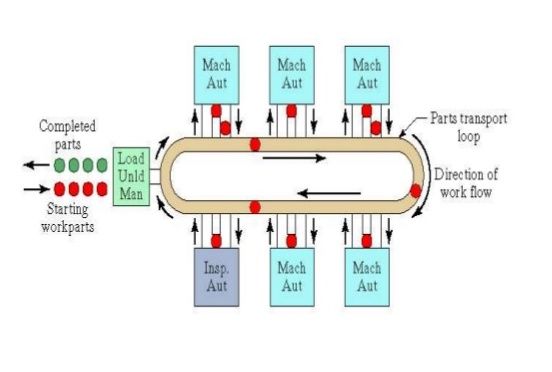
2.Loop Type :The basic loop configuration is as shown in figure below. The parts usually move in one direction around the loop, with the capability to stop and be transferred to any station. The loading and unloading station are typically located at one end of the loop as shown in the figure below.
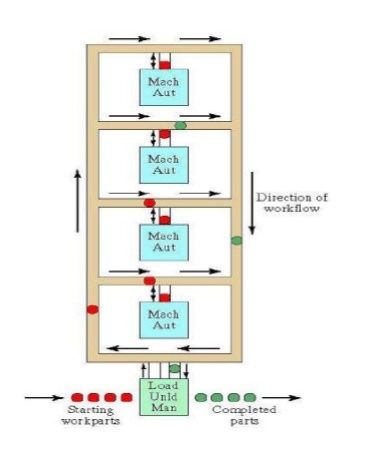
3.Ladder Type:The configuration is as shown in the figure below. The loading and unloading station is typically located at the same end. The sequence to the operation/transfer of parts from one machine tool to another is in the form of ladder steps as shown in the figure below.
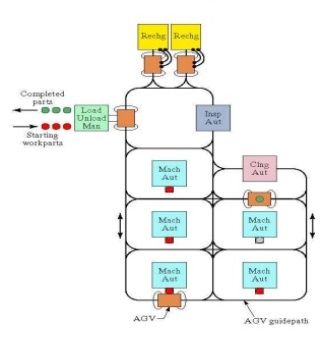
4. Open Field Type :The configuration of the open field is as shown in the figure. The loading and unloading station is typically located at the same end. The parts will go through all the substations, such as CNC machines, coordinate measuring machines and wash station by thehelp of AGV’sfrom one substation to another.
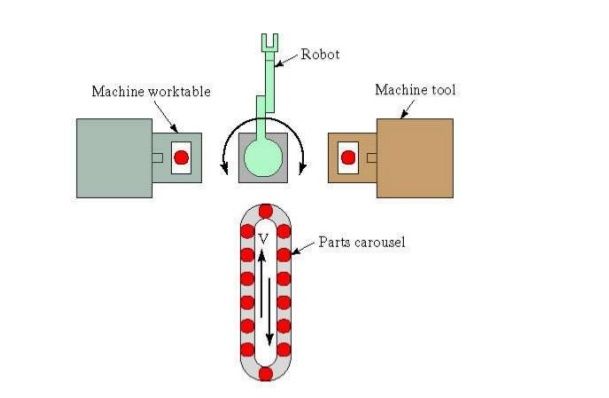
6.Robot Centered Type : Robot centered cell is a relatively new form of flexible system in which one or more robots are used as the material handling systems as shown in the figure below. Industrial robots can be equipped with grippers that make them well suited for handling of rotational parts.
Factors Influencing FMS :
The various factors influencing the layouts of FMS are:
Availability of raw material
Proximity to market
Transport facilities
Availability of efficient and cheap labor
Availability of power, water and fuel
Atmospheric and climatic condition
Social and recreation facilities
Business and economic conditions
Recommended

You Are My Soniya Chords - Alka Yagnik & Sonu Nigam - Kabhi Khushi Kabhi Gham