Direct Real Time Schedule Control - The Main Crux Of A Flexible Manufacturing System.

Feb 18, 2019 • 22 views
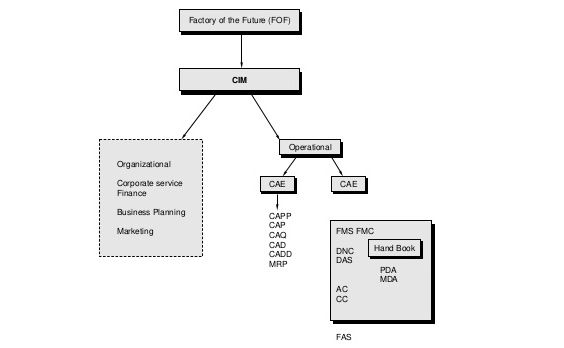
At first lets have a look at the Computer Integrated Manufacturing Terminologies.
CIM Technology :
CAPP:Computer Aided Process Planning
CAP:Computer Aided Planning
CAQ:Computer Aided Quality Control
CAD:Computer Aided Design
CADD:Computer Aided Design and Drafting
MRP:Materials Resource Planning
CIM:Computer Integrated Manufacturing
CC:Cell Control
FMS:Flexible Manufacturing System
FMC:Flexible Manufacturing Cell
FAS:Flexible Manufacturing Assembly
DNC:Direct Numerical Control
DAS:Data Acquisition System
PDA:Production Data
AC:Area Control
Direct Real Time Schedule Control :
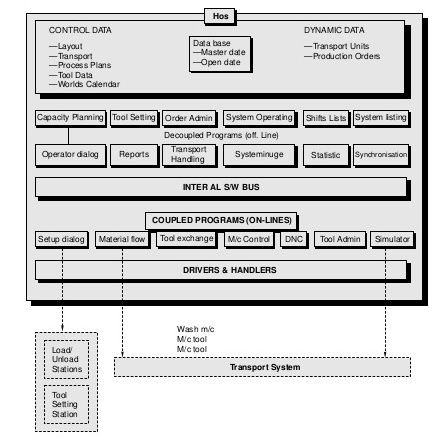
The major functions of an FMS host are illustrated in the below figure.
Planned work is only allocated to a specific machine when the individual piecepart has been setup in a fixture on a pallet and a machine is available, with all its necessary equipment and programs, to process it. The object of the host is to keep the expensive capital equipment utilized by supplying with it with work.
This is best achieved when preparatory work is carried out simultaneously whilst the machine is still working. The host organizes the preparation and transportation of the work so that it is readily available to the machine when it next requests some work. The best machine utilization can be obtained when a machine’s layout includes an internal machine buffer.
The host can then organize this internal buffer to be always loaded with work. If this buffer is always loaded with work there will always be work available for the machine to transfer immediatelyinto the spindle’s work area.
Piece parts are moved from a machine under the organization of the host to other machines, or toa system buffer station, if the next machine in a piecepart’s processroute is busy and cannot accept a piecepart into its buffer.
Flexible Manufacturing System Concepts :
To get clear information with application of FMS the concepts concerned to FMS must be understood. The concepts cover mixes, machine allocations, flows, planning and scheduling and system mixes :
(a) Piece part mix: The distinction must be made between:
1. Total piece part mix
2. Planned piece part mix
3.‘Live’order mix
4. ‘Live’ piece parts
The total piece part mix is that mix, which over the months and years, FMS has the manufacturing capability. The host of FMS can organize the manufacture of a wide range of various piece parts within thegiven primary equipment’s manufacturing capabilities.
The machines have a finite capacity for any particular period in which production is to be followed or planned.
A subset of the total live piece part mix is manufactured simultaneously in the system. As the piece parts drop out of the system more piece parts of the planned live mix can enter the system at the load and unload stations, thus the FMS is constantly fed with new work.
(b) Piece part mix types:The piece parts can classified as :
1. Prismatic (cuboid shaped components—for drilling, milling, reaming, etc.)
2. Rotational (round cylindrical components)—or turning, grinding, etc.
3. Hybrid (rotational and prismatic shaped components) ex-crank shaft
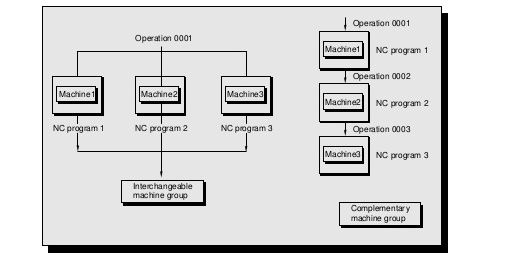
(c) Machine allocation mix:
An operation on a piecepart needs a NC program loaded into a machinetool’s controller for the machine to execute the operation. When an FMS operation isconsidered, then as a single NC program which itself has several operations, each one better known as a cutting operation. The allocation of work centers to machine the different operations of a piece part is defined as either interchangeable allocation or complementary allocation as shown in the below figure.
Recommended

Kasam Ki Kasam Chords - A.R.Rahman & Shaan - Kabhi Khushi Kabhi Gham
Tum Se Chords - Teri Baaton Mein Aesa Uljha Jiya - Sachin Jigar